
Preprocesamiento del conocimiento textil
2026-01-15
El proceso de teñido y acabado de telas se puede dividir en pretratamiento, teñido, impresión y acabado, según el tipo, las especificaciones y los requisitos del producto terminado de la tela.

¡Un buen pretratamiento es la mitad de la clave para un teñido exitoso! Antes de hablar del pretratamiento, es crucial enfatizar la gestión de lotes de telas (o hilos) en bruto. Las telas de un mismo lote deben teñirse con el mismo proceso. Al cambiar de lote, es esencial un procedimiento de muestreo y seguimiento. Tras un cambio de lote, el proceso debe ajustarse rápidamente en función de la comparación de muestras. Una buena gestión de lotes refleja el nivel de calidad de una planta de teñido.
El propósito del pretratamiento: Eliminar impurezas de los tejidos mediante métodos químicos y físico-mecánicos, dando como resultado telas blancas, suaves y con buena permeabilidad para cumplir con los requisitos de las prendas y proporcionar productos semiacabados calificados para teñido, estampado y acabado.
Algodón: Preparación de la tela cruda, quemado, desencolado, descrudado, blanqueo, mercerizado.
Fibras químicas: Preparación de tejido crudo, refinado (álcali líquido, etc.), preencogimiento, prefijado, reducción alcalina (álcali líquido, etc.).
Propósito del chamuscado
① Mejora el brillo y la suavidad de la tela;
② Mejora las propiedades anti-pilling (especialmente para tejidos sintéticos);
③ Mejora el estilo; el chamuscado hace que la tela quede más nítida y estructurada.
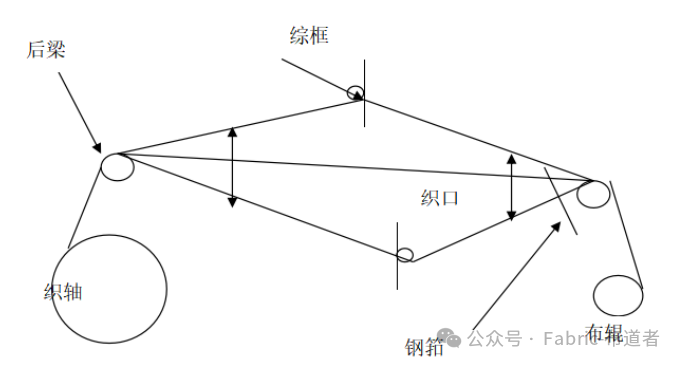
2. Desencolado. El desencolado se utiliza para telas tejidas encoladas. Durante el tejido, los hilos de urdimbre se someten a mayor tensión y fricción para facilitar el proceso, lo que los hace propensos a romperse. Para reducir las roturas de urdimbre y mejorar la eficiencia del tejido y la calidad de la tela, la mayoría de las telas tejidas deben encolarse antes de tejerlas.
Finalidad del desencolado: Tras el encolado, el agente de encolado penetra entre las fibras y se adhiere parcialmente a la superficie del hilo de urdimbre. Si bien mejora el rendimiento del hilo, el agente de encolado contamina la solución de teñido y acabado, lo que dificulta la reacción química entre las fibras y los colorantes, lo que dificulta el teñido y el acabado.
Hablando de desencolado, es necesario mencionar los tres principales agentes de encolado en la industria textil: almidón y sus derivados, alcohol polivinílico (PVA) y agentes de encolado acrílicos. El PVA se ha ido eliminando gradualmente debido a preocupaciones ambientales, y ahora la mayoría de los agentes de encolado utilizados son una combinación de almidón y acrílicos.

Los cuatro métodos de desencolado más comunes son: desencolado con agua caliente, desencolado alcalino, desencolado enzimático y desencolado oxidativo. Actualmente, el desencolado enzimático y alcalino son los más utilizados, siendo el desencolado enzimático (con amilasa) el que se centra principalmente en los agentes de encolado de almidón. La eficacia del desencolado se evalúa generalmente mediante grados de desencolado. Entre los tres principales agentes de encolado, los acrílicos son relativamente fáciles de eliminar, mientras que los de almidón y los de PVA tienen métodos de prueba sencillos y rápidos (como el método de yodo/yoduro de potasio).
Un desencolado insuficiente puede afectar la tasa de absorción del tinte durante el teñido o provocar un deterioro en la sensación al tacto de la tela.
Noticias
Caliente Noticias


Contact Us
-
Teléfono:+86-519-83388368、86-13775633505
-
Fax:+86-519-83388368
-
Correo electrónico:admin@yongxushengmachine.com