
Causas del desgaste de la caña perfilada y medidas para extender su resistencia
2024-05-18
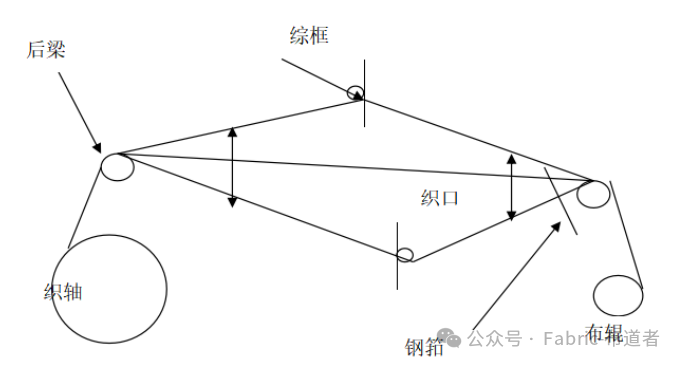
El tejido de caña es uno de los equipos clave en el proceso de tejido textil. Su función es empujar el hilo de trama hacia la calada y disponer el hilo de urdimbre y el hilo de trama de acuerdo con cierta regularidad y densidad para que la tela alcance la densidad y ancho de trama requeridos. Por lo tanto, su desempeño está directamente relacionado con la calidad de los productos textiles y juega un papel vital en la calidad de los tejidos. La abolladura de caña es la unidad más pequeña de caña. Cada producto de caña se fija principalmente mediante una serie de abolladuras de caña cuidadosamente dispuestas, se fijan en la viga de caña con adhesivo de caña y luego se ponen en uso después de que el adhesivo se solidifica. En este artículo se analiza y discute el uso racional de la caña perfilada en la producción.
1. Clasificación de las cañas para tejer
Las cañas para tejer se clasifican generalmente en cañas planas y cañas perfiladas según su forma. Las cañas planas se utilizan principalmente en telares de lanzadera, telares de proyectiles, telares de estoques, telares de chorro de agua y telares de chorro de aire con inserción de confusor, mientras que las cañas de perfil se utilizan en telares de chorro de aire con inserción de trama mediante relés de boquilla principal y auxiliar, y telares de aire. -Telares de chorro con ranuras de caña de perfil.
2. Causas del desgaste de las cañas tejidas
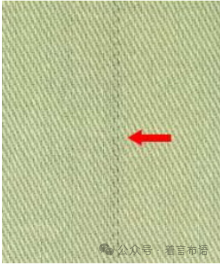
Los hilos de urdimbre y trama se entrelazan en el proceso de formación de la tela, por lo que se produce una contracción en la urdimbre y la trama. Antes del batido, el ancho de la tela es menor que el de la caña y el hilo de urdimbre tiende a inclinarse de arriba a abajo, siendo la inclinación de ambos lados más grave. Al golpear, la tensión de la urdimbre lateral es mucho mayor que la de la urdimbre media, por lo que la fricción con las abolladuras de la caña es muy intensa y tiene una longitud de fricción mayor en el borde. Al mismo tiempo, la fuerza de golpe de las abolladuras de caña laterales es mucho mayor que la de las abolladuras de caña intermedias. Debido a que la superficie del hilo no es lisa, el apresto de la urdimbre mejora la resistencia al desgaste del hilo, al mismo tiempo, la superficie se vuelve más rugosa y resistente, y se agrava el desgaste de la abolladura de la caña. En la producción de algunos tipos de telas, la fuerza de golpe ejercida por las abolladuras de caña del borde es de 12 a 17 veces mayor que la de las abolladuras de caña intermedias.
En la actualidad, la velocidad del telar de chorro de aire es superior a 620-740 rpm, es decir, la fricción recíproca y el golpe de las cañas perfiladas sobre los hilos alcanza 620-740 veces por minuto, y hay alrededor de 80.000-96.000 fricciones recíprocas por día. Con una fricción de tan alta frecuencia, es inevitable que aparezcan ranuras de pulido en las abolladuras del perfil de la caña. Al observar el desgaste de diferentes tipos de cañas de perfil, se encuentra que cuando la velocidad del vehículo es similar y el tiempo de funcionamiento es el mismo, las telas con densidad de trama y densidad de urdimbre cercanas y las telas con mayor contracción de la trama, el desgaste del perfil las cañas tienden a ser más severas.
3. Medidas para prolongar la vida útil de la caña del telar de chorro de aire.
El precio de la caña perfilada suele ser elevado. Una vez que se produce el desgaste de la caña en la producción, se necesita mantenimiento, lo que no sólo afecta la eficiencia de la producción, sino que también genera costos de mantenimiento. Por lo tanto, cómo prolongar la vida útil de la caña y reducir la cantidad de mantenimiento es de gran beneficio económico para las empresas textiles.
3.1 Cortar abolladuras de caña
Cuando la caña está desgastada, la parte izquierda de los dientes de la caña se puede cortar desde la raíz de los dientes y las rebabas de la raíz de la parte aserrada se pueden alisar con un cepillo de acero, y luego se puede volver a presionar la caña. En el proceso de tejido posterior, el hilo de urdimbre del borde tiene un cierto desplazamiento con respecto a toda la caña, lo que reduce el ángulo circundante entre el hilo de urdimbre y los dientes de la caña, lo que puede satisfacer las necesidades normales de producción.
3.2 Aumentar la línea de palizas
La altura de la junta debajo de las varillas de soporte en ambos lados del ancho de perforación de caña y el lado exterior aumenta y reduce periódicamente, de modo que la línea de golpe en el borde de tejido aumenta del 1 original al 2-5, de modo que para mejorar la vida útil de la caña.
3.3 Cambiar la línea del meridiano local
Al tejer telas, el hilo batido se puede cambiar instalando la varilla de recogida en el poste delantero del tope de urdimbre o ajustando la altura de la eslinga. Este método puede convertir una marca de desgaste en los dientes de caña en varias marcas de desgaste. Puede reducir eficazmente los tiempos de reparación de la caña y mejorar la eficiencia de la producción.
3.4 Mantenimiento de abolladuras de caña
Las cañas con dientes desgastados se retiran de los telares y se envían a fábricas de equipos textiles profesionales para su mantenimiento. Por lo general, se quitan los dientes de lengüeta desgastados de la lengüeta de forma especial y se reemplazan los dientes de lengüeta reforzados especiales con un cierto ancho. La caña reparada se puede volver a poner en producción de tejido.
3.5 Elección de un nuevo tipo de caña de alta resistencia al desgaste
La dureza y la resistencia al desgaste de la caña se mejoran mediante el uso de una nueva tecnología de tratamiento de superficies. En el proceso de producción de caña, la forma más económica es aplicar material nuevo de alta resistencia al desgaste en aproximadamente 200 abolladuras en ambos lados de la caña, lo que puede aumentar la vida útil de la caña entre 2 y 3 veces.
4. Tratamiento superficial de cañas de alta resistencia al desgaste
4.1 Tratamiento de superficie DLC
DLC (CARBONO SIMILAR AL DIAMANTE), también conocido como película similar al diamante, se fabrica mediante una tecnología de deposición física de vapor. Su principio es que las partículas evaporadas se depositan en la superficie de la caña mediante tecnología de descarga de arco al vacío (1,3×102-1,3×104Pa) y finalmente se forma una película de deposición. La tecnología hace que la película y la caña tengan una buena capacidad de unión. La caña tratada tiene alta dureza, fuerte resistencia al choque térmico, resistencia a la oxidación y buena resistencia a la corrosión. En la actualidad, algunas empresas textiles han comenzado a utilizar el tratamiento de superficie DIC para abolladuras. Su dureza es obviamente mayor que la de las abolladuras de caña tradicionales. Sin embargo, debido a su alto precio, no se ha utilizado ampliamente y se utiliza principalmente en el borde de los dientes de caña en la producción para aumentar la resistencia al desgaste del borde de la caña hacia el hilo lateral.
4.2 Tratamiento superficial del politetrafluoroetileno (PTFE)
El politetrafluoroetileno (PTFE) es una tecnología de tratamiento de superficies relativamente nueva que surgió en los últimos años. Sumerge la caña en la solución de inmersión de politetrafluoroetileno en su conjunto y, después del secado, se calienta a 327 ℃ y se mantiene durante un cierto período de tiempo. El objetivo es transformar las moléculas de polímero de una estructura cristalina a una estructura amorfa, de modo que las partículas de resina individuales dispersas puedan formar un todo continuo mediante difusión y fusión mutuas. Después del enfriamiento, la molécula de polímero se transforma de una estructura amorfa a una forma cristalina. Obviamente se mejora el grado de lubricación de la superficie de la caña tratada con esta tecnología. Durante el tejido, el desgaste de la caña sobre el hilo de urdimbre es menor que el de la caña tradicional y las propiedades mecánicas de la tela son excelentes.
4.3 Tratamiento de superficies cerámicas
La tecnología de tratamiento de superficies cerámicas consiste en pretratar la superficie de la caña y luego colocarla en un recipiente de tratamiento cerámico, controlando la presión de trabajo de 2-5 MPa y la temperatura del recipiente de 50-80 ℃. Por lo tanto, el material nanocerámico más duro y el metal de la superficie de la caña pueden interactuar físico-químicamente e incrustarse en el revestimiento de aleación de la superficie de la caña para formar una nueva capa de refuerzo. La dureza de la superficie de las abolladuras de caña tratadas con esta tecnología está entre 800 y 1000 HV y la resistencia al desgaste mejora en más del 40%. Es un tipo de tecnología de tratamiento de superficies de abolladuras de caña que vale la pena popularizar.
4.4 Tratamiento superficial MAO
La tecnología de oxidación por microarco es una nueva tecnología de tratamiento de superficies desarrollada en los últimos años. Combina electrolito con ciertos parámetros eléctricos para formar una película anódica en la superficie de la caña y, al mismo tiempo, la película polarizada se transforma en una película cerámica mediante un microarco instantáneo de alta temperatura. Esta tecnología hace que la abolladura de caña tratada tenga alta dureza, buena resistencia al desgaste y buena tenacidad. Al mismo tiempo, la capa de película tiene una fuerte fuerza de unión con la matriz de caña, resistencia a la corrosión, resistencia a la oxidación a altas temperaturas y buen aislamiento. Es completamente adecuado para los requisitos de alta resistencia al desgaste y a la corrosión de las abolladuras de caña en el proceso de producción de alta velocidad.
4.5 Tratamiento superficial de deposición mejorada con haz de partículas
Este es un nuevo método para mejorar la dureza de la superficie. En el proceso de mejora de la dureza de la superficie, se utiliza un haz de iones de alta energía para bombardear la superficie de la caña para lograr el propósito de limpieza, y luego se lleva a cabo la evaporación para hacer que los iones inyectados en la superficie de la caña interactúen con los átomos depositados, de modo que la Los átomos depositados en la superficie de la caña se pueden descomponer. De este modo, se puede obtener una película uniforme y compacta con un rendimiento estable sobre la superficie de la caña y se puede aumentar significativamente el espesor modificado.
4.6 Implantación de iones superficiales
La abolladura de caña se coloca en la cámara objetivo de vacío de la máquina hombre-máquina de implantación de iones. A través de la acción del voltaje de decenas a cientos de kilovoltios, los iones de los elementos Ti y N se aceleran y concentran, y luego se inyectan en la superficie de la caña. Se pueden obtener diferentes estructuras, como solución sólida sobresaturada, fase metaestable y estado amorfo, lo que hace que el grado de dureza de la caña, la resistencia a la oxidación, la resistencia a la corrosión, la resistencia al desgaste y otras propiedades se hayan mejorado significativamente.
5. Conclusión
La calidad de la caña del telar de chorro de aire afecta directamente la calidad, la eficiencia de producción y el costo de la tela, por lo que es muy importante prolongar su vida útil y mantener un buen estado de funcionamiento. El propósito de prolongar la vida útil se puede lograr utilizando y manteniendo bien las cañas perfiladas en la producción. Sin embargo, con el desarrollo de la maquinaria textil hacia la alta velocidad, la automatización y la intelectualización, los requisitos de rendimiento de las cañas perfiladas son cada vez mayores. Los principales factores que influyen son la selección del material y la tecnología de recubrimiento de la superficie de la caña perfilada. Por lo tanto, para resolver integralmente el problema de la baja vida útil de las cañas, es de gran importancia estudiar la nueva tecnología de tratamiento de superficies de las cañas y mejorar su resistencia al desgaste.
Noticias
Caliente Noticias


Contact Us
-
Teléfono:+86-519-83388368、86-13775633505
-
Fax:+86-519-83388368
-
Correo electrónico:admin@yongxushengmachine.com